

现在的位置:主页 > 综合新闻 >
研究新进展:焊接工艺对异种钛合金焊接件性能(3)
【作者】:网站采编【关键词】:【摘要】:? ? 导热系数低。 ? ? 低密度。 ? ? 熔池的高表面张力。 ? LBW、EBW和FSW均用于生产钛合金的高质量焊缝;然而,它们的运营涉及到较高的资本成本。相反,
?
?导热系数低。
?
?低密度。
?
?熔池的高表面张力。
?
LBW、EBW和FSW均用于生产钛合金的高质量焊缝;然而,它们的运营涉及到较高的资本成本。相反,TIG焊接工艺有利于钛合金,因为它具有一些显著的特点,如操作成本低、易于自动化和灵活性。此外,这些特性使TIG焊接成为应用最广泛的金属连接技术。TIG焊接有可能以更低的成本生产出与LBW和EBW质量相当的焊缝。此外,对于Ti–6Al–4V等钛合金,TIG焊接接头的冲击韧性高于EBW和LBW接头。这可能归因于晶界α-和先前β-晶粒的粗糙微观结构,促进了冲击断裂期间裂纹的分支,并增加了断裂所需的能量。此外,粗糙的微观结构更加均匀,并具有三轴应力状态,可抵抗应力空化。
每个焊接过程中热源的性质不同,因此功率密度(平均功率与表面积之比)存在显著差异,如图3所示。
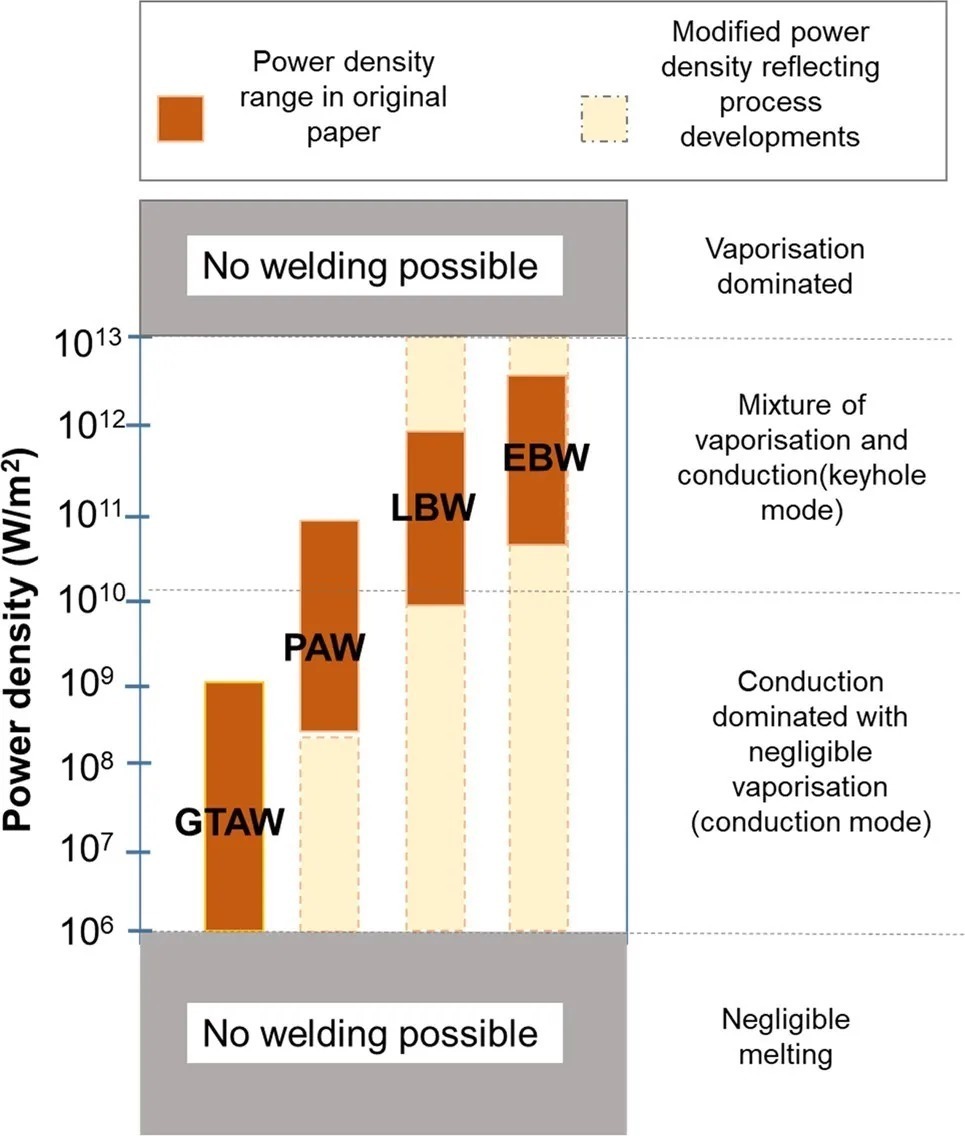
图3 不同焊接工艺的功率密度,“GTAW”为TIG焊接,“PAW”为等离子弧焊
?
?LBW因其快速加工能力而广泛应用于钛合金。LBW(Nd:YAG和光纤激光器)的脉冲形式是一种先进的工艺,在这种工艺中,热源更密集,使得每次脉冲后焊接区发生熔化和凝固。理想的焊接模式可以通过脉冲能量、形状、持续时间、速度和重复率等参数的最佳组合来选择,因此它比TIG焊接更有效和可控。在电子束焊接过程中,熔合热源是一束指向工件的高速电子束。电子束焊接设备包括阴极和提供强电场和磁场以加速电子的装置。焊接操作期间使用真空为钛合金提供了一个明显的优势,因为熔化的焊接池受到保护,免受大气氧气的污染。
电子束焊接的功率密度约为1012W/m2,而传统TIG焊接工艺的功率密度约为109W/m2,因此在单道次焊接中可获得较高的功率密度,同时可降低总热输入。Schultz得出结论,与LBW和TIG焊接操作相比,由于电子束焊接具有显著的工作距离,因此可以焊接各种尺寸和几何形状的工件。Saxena将GMAW(金属极惰性气体保护电弧焊)与EBW进行了比较,并得出结论,后一种技术焊接150mm厚不锈钢所需的时间和焊道数显著减少(与GMAW的4小时、35分钟和35次焊道相比,EBW只需27分钟和单次焊道)。
EBW还可用于生产高性能镍基合金、Ti2AlNb和NiTi基形状记忆合金的高质量焊缝。Weglowski等人从技术、现代趋势和应用方面对EBW进行了详细的综述。与LBW相比,EBW更适合反射激光束的有光泽表面的金属。Bing报告说,EBW因为其深而窄的焊接区(WZ)、显著减少的热影响区(HAZ)和可靠性,仍然是大多数金属的首选连接方法。此外,小于1–300 kW范围内的光束功率使焊接厚度在0.5到300 mm范围内的薄板成为可能。
来源:Infuence of welding processon the properties of dissimilar titanium alloy weldments:a review,JMST Advances (2020) 2:61–76,10.1007/s-020-00034-4
参考文献:Z.L.Lei,Z.J.Dong,Y.B.?Chen,L.Huang,R.C.Zhu,Microstruc-ture and mechanical properties of laser welded Ti–22Al–27Nb/?TC4 dissimilar alloys. Mater. Sci. Eng. A?559, 909–916(2013);D. Banerjee, J.C. Williams,Perspectives on titanium science and?technology. ActaMater.?61(3), 844–879(2013);G. Lütjering, J.C. Williams,?Titanium(Springer, Berlin,2007);Rti, “Titanium alloy guide,” pp. 43–74(2013).
未完待续
江苏激光联盟激光红欢迎您持续关注
江苏激光联盟陈长军原创作品!
文章来源:《钛工业进展》 网址: http://www.tgyjzzz.cn/zonghexinwen/2022/0424/1557.html
钛工业进展投稿 | 钛工业进展编辑部| 钛工业进展版面费 | 钛工业进展论文发表 | 钛工业进展最新目录
Copyright © 2021 《钛工业进展》杂志社 版权所有 Power by DedeCms
投稿电话: 投稿邮箱: